Kunststoffzahnräder
Herausforderungen und Potenzial von Flankenkorrekturen bei Kunststoffverzahnungen
Koop M., Kötz C., Tründelberg E.



In der Theorie gewährleisten geometrisch exakte, ideal starre evolventische Zahnräder eine gleichförmige Bewegungsübertragung ohne Drehfehler, d.h. beide Zahnräder drehen sich mit konstanter Drehzahl. In der Praxis beeinträchtigen jedoch eine über der Eingriffsebene schwankende Eingriffssteifigkeit sowie Verformungen der Zahnflanken und des umgebenden Systems eine ideal gleichförmige Bewegungsübertragung. Dies kann zu erhöhten Pressungen im Zahnkontakt und großen Drehfehlern führen, was möglicherweise akustische Probleme nach sich zieht [4]. Um diese Einflüsse zu kompensieren, werden in der Praxis Flankenkorrekturen im Mikrometerbereich gefertigt. Da die Verformungen lastabhängig sind, kann eine Mikrokorrektur nur für einen bestimmten Lastpunkt optimiert werden. Bei einer Auslegung für Lastspektren mit sehr unterschiedlichen Betriebspunkten, muss eine „robuste” Mikrogeometrie der Flanken angestrebt werden, d.h. Lastschwankungen und Fertigungsabweichungen müssen möglichst geringe Auswirkungen auf das Übertragungsverhalten haben.
Während Mikrokorrekturen bei Stahlzahnrädern, insbesondere für geschliffene Zahnräder, Stand der Technik sind, werden bei Kunststoffzahnrädern in der Regel nur ausgewählte Korrekturen, wie z.B. Kopfrücknahmen, aufgebracht. Die Auslegung von Mikrokorrekturen für Plastikzahnräder ist aufgrund der nichtlinearen, viskoelastischen und stark temperaturabhängigen Materialeigenschaften von Kunststoffen wie POM und PEEK besonders herausfordernd. In diesem Beitrag werden die Einflüsse dieser kunststoffspezifischen Eigenschaften auf die Auslegung von Flankenmodifikationen anhand von Simulationsergebnissen für eine beispielhafte Kunststoffverzahnung veranschaulicht. Der Einfluss von Fertigungsbweichungen wird berücksichtigt. Die peak-to-peak-Drehfehler werden über der Last dargestellt. Abschließend werden Empfehlungen allgemeiner Natur zur Optimierung von Verzahnungskorrekturen beim Auftreten unterschiedlicher Temperaturen und Lasten gegeben.
Optimierung von Verzahnungskorrekturen bei Kunststoffverzahnungen
- Die besonderen Eigenschaften von Kunststoffen stellen eine große Herausforderung bei der Auslegung von Zahnrädern dar.
- Eine nichtlineare und stark temperaturabhängige Spannungs-Dehnungs-Kurve erschwert die Auslegung für heterogene Betriebsbedingungen.
- Die Viskoelastizität von Kunststoffen führt zu einer Abhängigkeit der Steifigkeit von der Verformungsgeschwindigkeit.
- Luftfeuchtigkeit und Wasseraufnahme werden bei Kunststoffen zu einem Problem.
- Wärmeausdehnung führt zu Abweichungen der Eingriffsparameter, wenn für Ritzel und Rad unterschiedliche Materialien verwendet werden.
- Die Fertigung durch Spritzgießen hat einen erheblichen Einfluss auf die erreichbare Genauigkeit, insbesondere bei faserverstärkten Kunststoffen.
Statistische Analyse
- Verzahnungskorrekturen die für bestimmte Kombinationen von Last und Temperatur optimiert sind, zeigen unter abweichenden Betriebsbedingungen oft große Drehfehler.
- Das Finden eines ausgewogenen Kompromisses für das gesamte Last-Temperatur-Kollektiv unter Berücksichtigung von fertigungsbedingten Formabweichungen, ist keine triviale Aufgabe.
- MZG nutzt das MimEar-Modul VarAna, um aus den großen Datensätzen aus aufwendigen Parameterstudien (Monte-Carlo) aussagekräftige Ergebnisse zu filtern.
- VarAna hilft dabei, Varianten zu identifizieren, die unter spezifizierten Nebenbedingungen die kleinsten Drehfehler im betrachteten Lastbereich liefern.
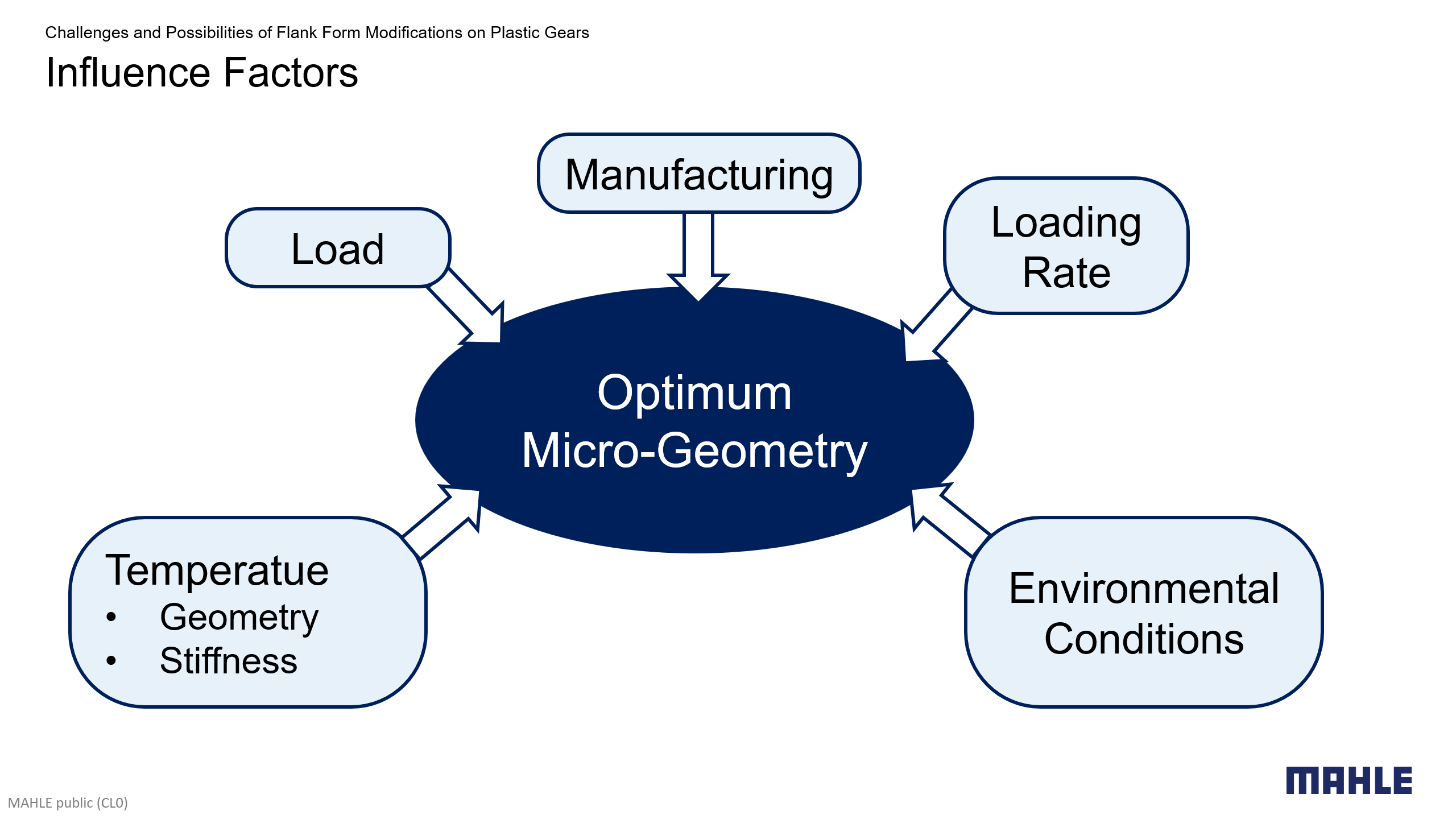
Einflussfaktoren auf das Übertragungsverhalten evolventischer Kunststoffverzahnungen
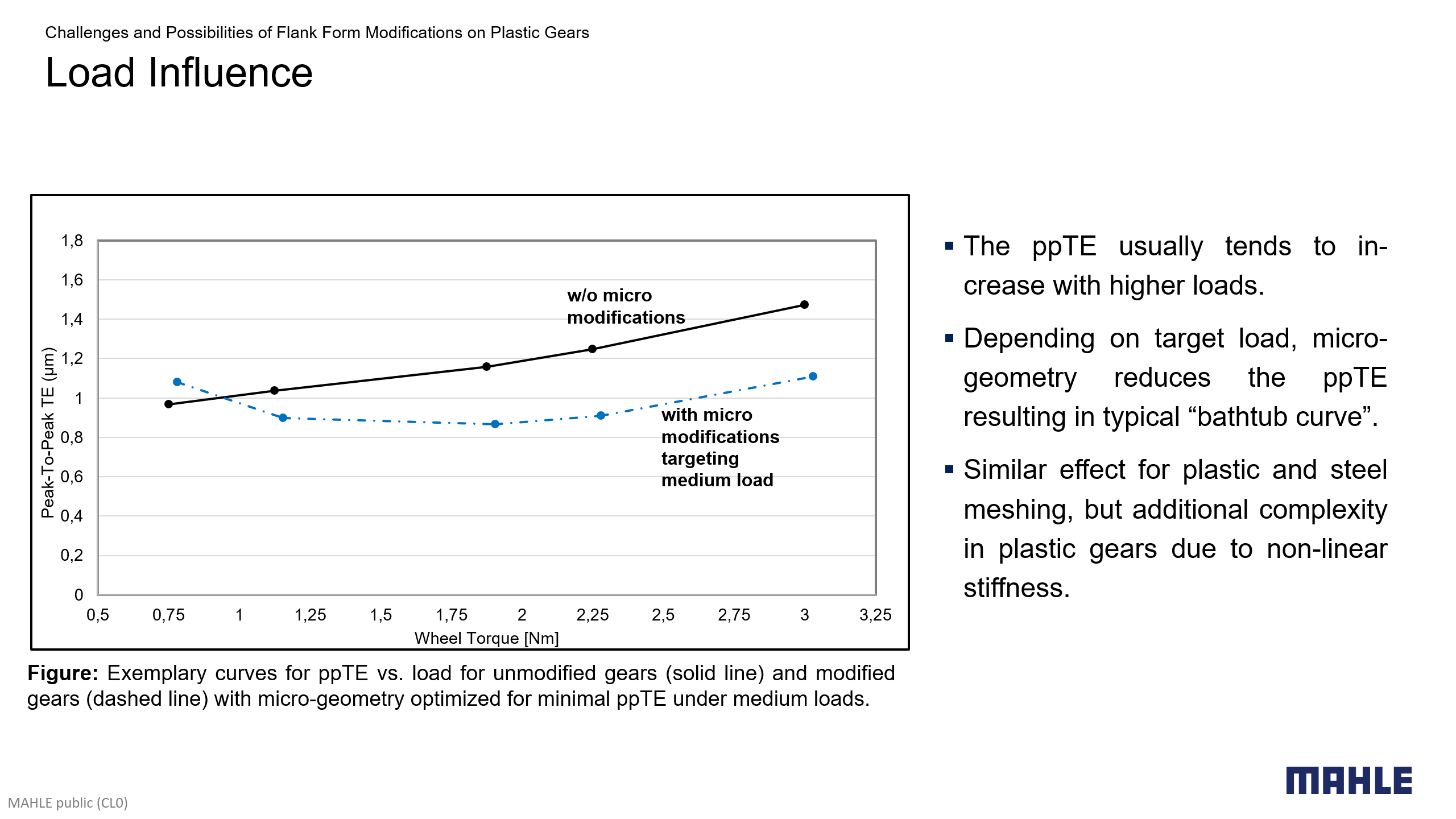
Einfluss der Last
Das Aufbringen von Drehmoment verursacht Verformungen, die von der Eingriffssteifigkeit abhängen. Die Eingriffssteifigkeit wiederum ist eine Funktion der Koordinaten der Kontaktpunkte in der Eingriffsebene, da die tatsächliche Anzahl der in Kontakt stehenden Zahnpaare sowie die Länge der Hebelarme der Kontaktpunkte entlang der Eingriffslinie variieren. Je kleiner die periodischen Schwankungen der Verzahnungsteifigkeit ausfallen, desto kleiner ist der Drehfehler. Eine spezifizierte Flankenkorrektur kann den Drehfehler nur für eine bestimmte Last minimieren. Bei der Auslegung auf verschiedene Laststufen, muss ein Kompromiss gefunden werden. Bei Kunststoffzahnrädern ist die Lastabhängigkeit aufgrund der nichtlinearen Steifigkeit des Materials, das mit steigender Belastung einen abnehmenden Sekantenmodul aufweist, sogar noch ausgeprägter als bei Stahlzahnrädern. Verzahnungskorrekturen bei Kunststoffzahnrädern müssen daher so gestaltet werden, dass sie noch toleranter gegenüber Lastschwankungen sind als es bei Stahlzahnrädern der Fall ist. Um dies zu erreichen, kann ein bevorzugter Betriebsbereich (z.B. 2/3 der maximalen Belastung) definiert und eine Mikrokorrektur auf diesen Bereich hin optimiert werden. Dies führt häufig zu einer charakteristischen „Badewannenkurve” des Drehfehlers über der Last. Die Lage des Minimums dieser Kurve kann durch Anpassung der Verzahnungskorrektur verschoben werden.
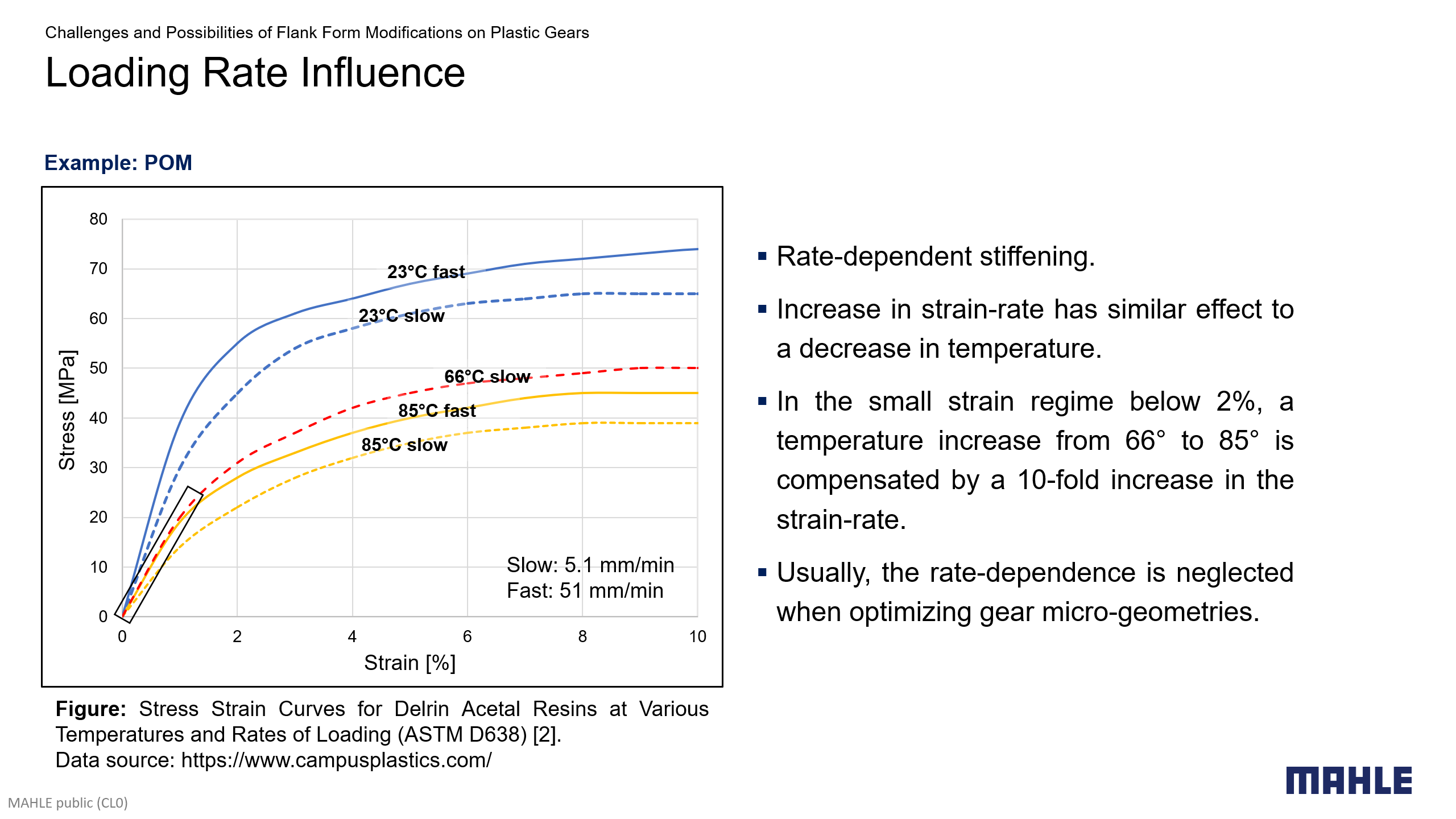
Einfluss der Last- und Verformungsraten
Bei Stahlzahnrädern ist der Einfluss der Belastungsrate (und Veformungsrate) vernachlässigbar. Bei Kunststoffzahnrädern allerdings, hat die Geschwindigkeit der Lastaufbringung (und der Verformung) aufgrund des ausgeprägten viskoelastischen Verhaltens von Kunststoffen einen erheblichen Einfluss. Eine Erhöhung der Dehnrate hat einen ähnlich versteifenden Effekt wie eine Absenkung der Temperatur. Beispielsweise sind die relevanten Sekantenmoduli (für kleine Dehnungen) bei einer Verformungsrate von 51mm/min bei 85°C und von 5,1mm/min bei 66°C nahezu identisch. Bei der Auslegung einer Verzahnungskorrektur sollte daher gegebenenfalls die Ratenabhängigkeit berücksichtigt werden, obwohl deren Auswirkung im Vergleich zur Temperaturabhängigkeit bei typischen Anwendungen oft gering ist, und in der Regel vernachlässigt werden kann.
Einfluss der Umgebung
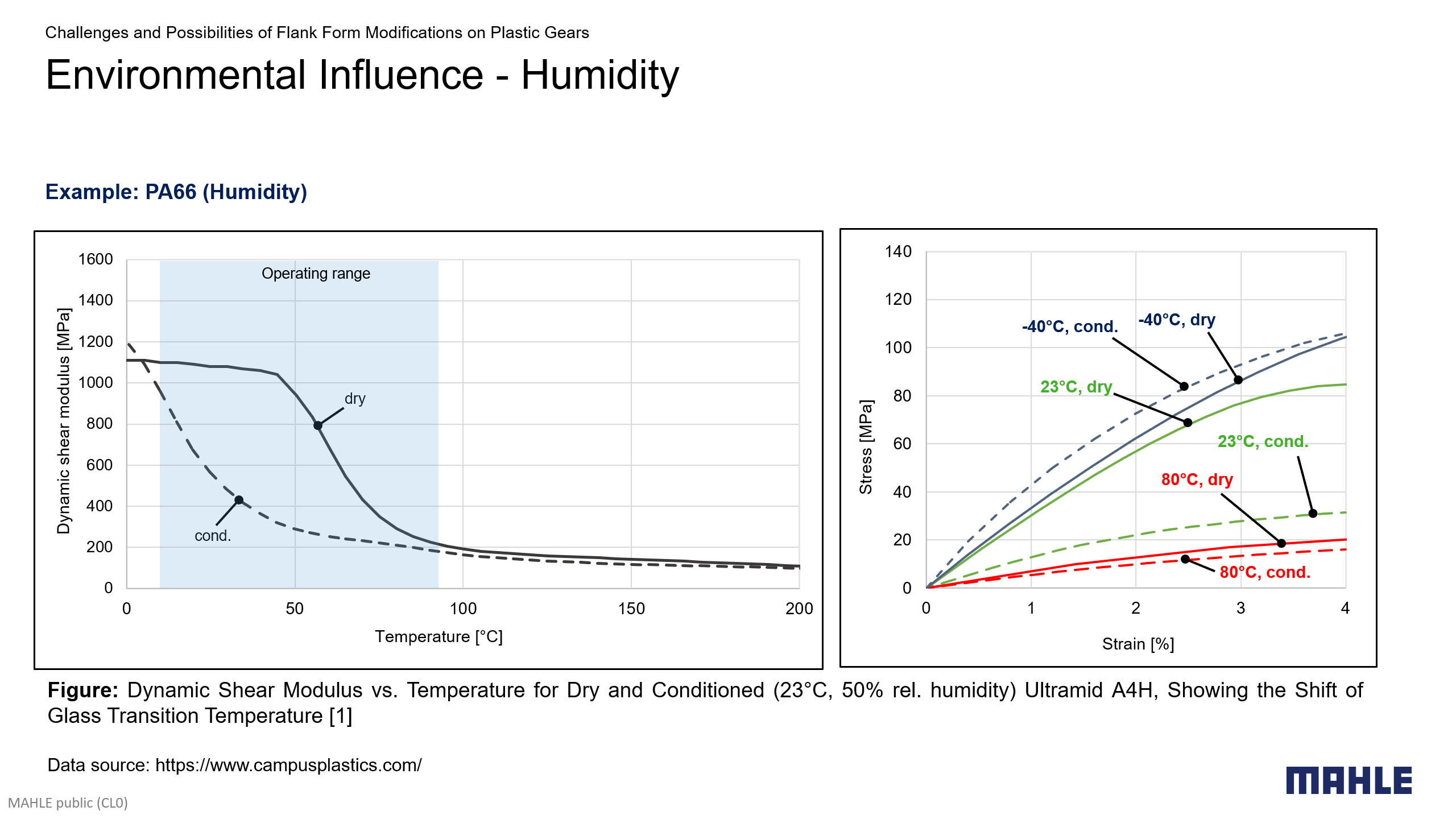
Im Gegensatz zu Metallen nehmen Kunststoffe Feuchtigkeit aus der Umgebung auf, was zum Quellen und zur Veränderungen der mechanischen Eigenschaften führt. Kunststoffe wie POM oder PEEK nehmen nur minimale Mengen von Wasser auf (z. B. POM max. 0,9 % [1; Delrin 100nc10]), während Polyamide aufgrund ihrer Wasserstoffbrückenbindungen im Allgemeinen hydrophil sind und große Mengen an Wasser aufnehmen können [3; 366f.]. Dies führt zu einer Volumenausdehnung ähnlich der Wärmeausdehnung.
Zusätzlich verschiebt sich die Glasübergangstemperatur zu niedrigeren Temperaturen. Im Temperaturbereich in dem der Glasübergang stattfindet, wird ein steiler Abfall des Schubmoduls beobachtet. Dies wird in der Abbildung für PA66 veranschaulicht, für das sich der Übergang von ca. 50°C-70°C (trockener Zustand) auf ca. 0°C-25°C (konditionierter Zustand) verschiebt. Somit unterscheiden sich die Spannungs-Dehnungs-Kurven bei 23°C zwischen dem trockenen und dem konditionierten Zustand erheblich. Bei besonders kalten Temperaturen (z.B. -40°C) oder bei hohen Temperaturen (z.B. 80°C) ist das Material entweder im harten oder im weichen Bereich stabil, und die Unterschiede in der Steifigkeit zwischen trockenem und konditioniertem Zustand sind geringer. Bei faserverstärkten Kunststoffen können anisotrope Geometrieänderungen aufgrund von Quellen den Zahneingriff beeinträchtigen, insbesondere im Fall unterschiedlicher Materialien für Ritzel und Rad.
Einflüsse der Temperatur
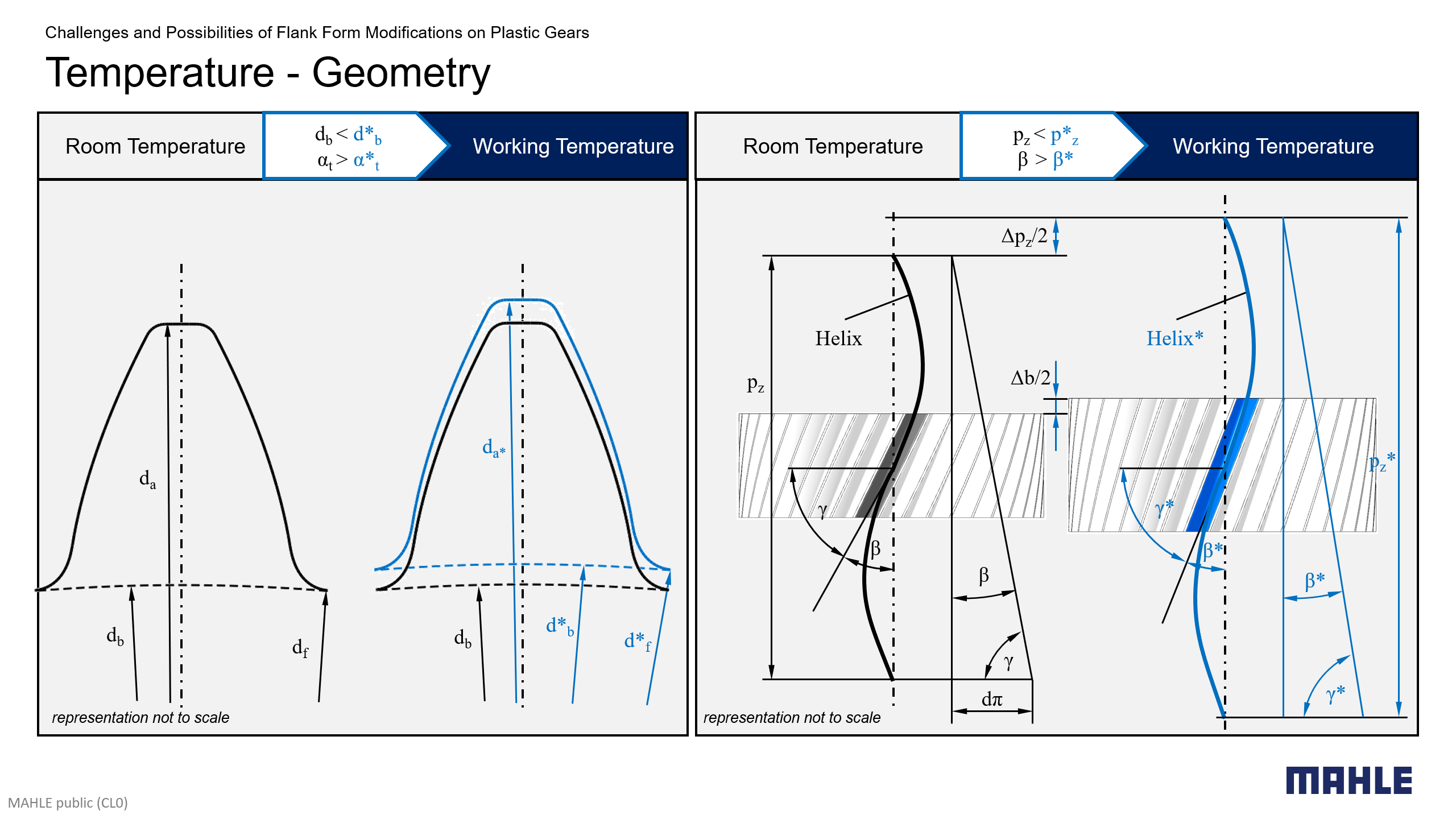
Bei Metallen ist die Änderung des Elastizitätsmoduls innerhalb der Spanne typischer Betriebstemperaturen vernachlässigbar. Bei Kunststoffen zeigt sich dagegen ein erheblicher Einfluss der Temperatur auf die Steifigkeit. Beispielsweise reduziert sich der Sekantenmodul von POM im Bereich von -40°C bis 90°C um den Faktor 2,4 [1; Delrin 100nc10]. Aufgrund der Wärmeausdehnung führen Temperaturänderungen zu geometrischen Abweichungen. Im Fall identischer Materialien für Ritzel und Rad wirken sich die isotrope Wärmeausdehnung und -kontraktion in erster Linie über eine scheinbare Änderung des Achsabstands auf den Zahneingriff aus (vorausgesetzt, der Achsabstand ist nicht in gleicher Weise betroffen, was die Ausdehnung der Einzelteile kompensieren würde). Im Fall unterschiedlicher Werkstoffe für Ritzel und Rad (z.B. Stahl zu Kunststoff) ergeben sich aufgrund der höheren thermischen Ausdehnung eines Zahnrads gegenüber dem anderen Abweichungen vom nominellen Eingriff. Diese betreffen den tatsächlichen Grundkreis und die resultierenden Evolventen, was zu einer Änderung des Betriebseingriffswinkels des Zahnradpaares führt. Die axiale Ausdehnung eines schrägverzahnten Rades verändert die Steigung der Schraubenlinie und damit den Schrägungswinkel auf einem definierten Durchmesser. Bei der Vermessung eines homogen und isotrop ausgedehnten Zahnrads auf einer CMM-Maschine in Bezug auf die nominalen Zahnradparameter weisen die vermessenen Profil- und Breitenlinien Abweichungen sowohl im Profilwinkel als auch im Schrägungswinkel auf.
Einflüsse aus der Herstellung
Die Herstellung von Kunststoffzahnrädern im Spritzgussverfahren unterscheidet sich hinsichtlich der erreichbaren Genauigkeiten und der möglichen Flankenkorrekturen erheblich von der Stahlzahnradfertigung. Spritzgegossene Kunststoffzahnräder liegen in der Regel 3–4 Qualitätsstufen (ISO 1328-2013) unter geschliffenen Stahlzahnrädern. Unverstärkte Kunststoffkomponenten erzielen bessere Qualitäten als faserverstärkte. Bei kurzfaserverstärkten, anisotropen Kunststoffen ist die Wärmeausdehnung nicht gleichmäßig, was zu zusätzlichen Herausforderungen führt:
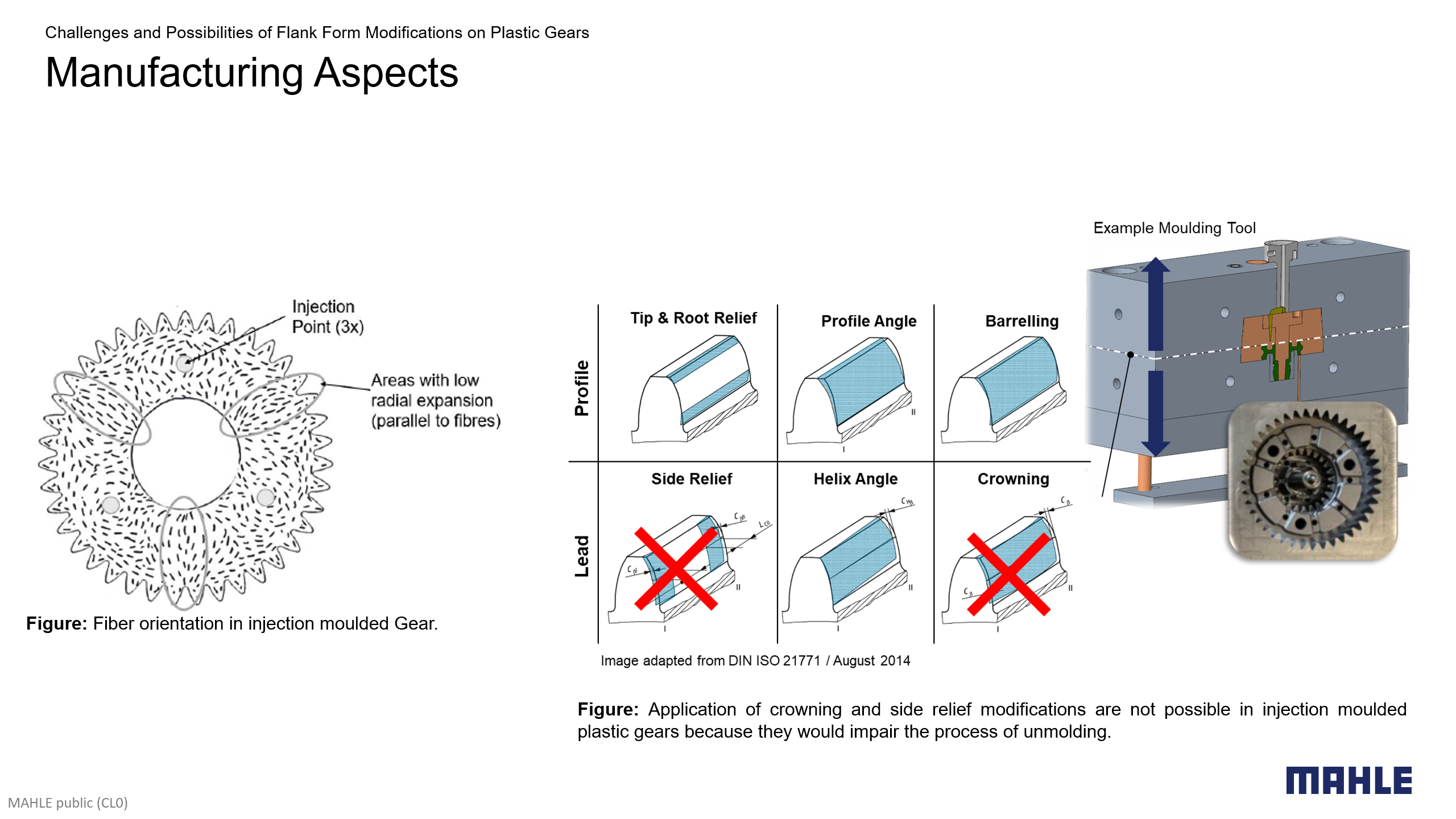
Gehen wir von einem PA66 Prüfstab mit 30% Anteil kurzer Glasfasern aus, der eine viermal größerer thermische Ausdehnung senkrecht zur Längsachse zeigt, als parallel dazu (100E-6/K gegenüber 25E-6/K [1; Durethan AKV30]). Verwenden wir dieses Material für das spritzgegossene Zahnrad mit stirnseitigen Einspritzpunkten, wie in der Abbildung dargestellt. Wie für solche Zahnräder typisch, sind die Fasern an Stellen in der Mitte zwischen benachbarten Einspritzpunkten deutlich stärker in radialer Richtung ausgerichtet. Selbst wenn ein solches Zahnrad bei Raumtemperatur perfekt rund ist, verursacht ein Temperaturanstieg erhebliche Rundheitsabweichungen. Wenn wir davon ausgehen, dass die Anisotropie für das skizzierte Beispielzahnrad im Vergleich zu dem länglichen Prüfkörper um 50% geringer ist, d.h. wenn wir thermische Ausdehnungskoeffizienten von 80E-6/K (senkrecht) gegenüber 40E-6/K (parallel) annehmen, tritt bei 80°C ein zusätzlicher Rundlauf von ca. 0,1 mm auf.
Bestimmte Verzahnungskorrekturen, wie z.B. Breitenballigkeit, sind aufgrund der Entformungsanforderungen beim Spritzgießen nur begrenzt möglich. Der Einfluss von Toleranzen kann durch Monte-Carlo-Simulationen erfasst werden. Bei MAHLE ZG Transmissions wird das eigenentwickelte MimEar-Softwaremodul „VarAna“ eingesetzt, um Verzahnungskorrekturen unter Toleranzeinflüssen zu bewerten und zu optimieren.
Analyse einer Beispielverzahnung
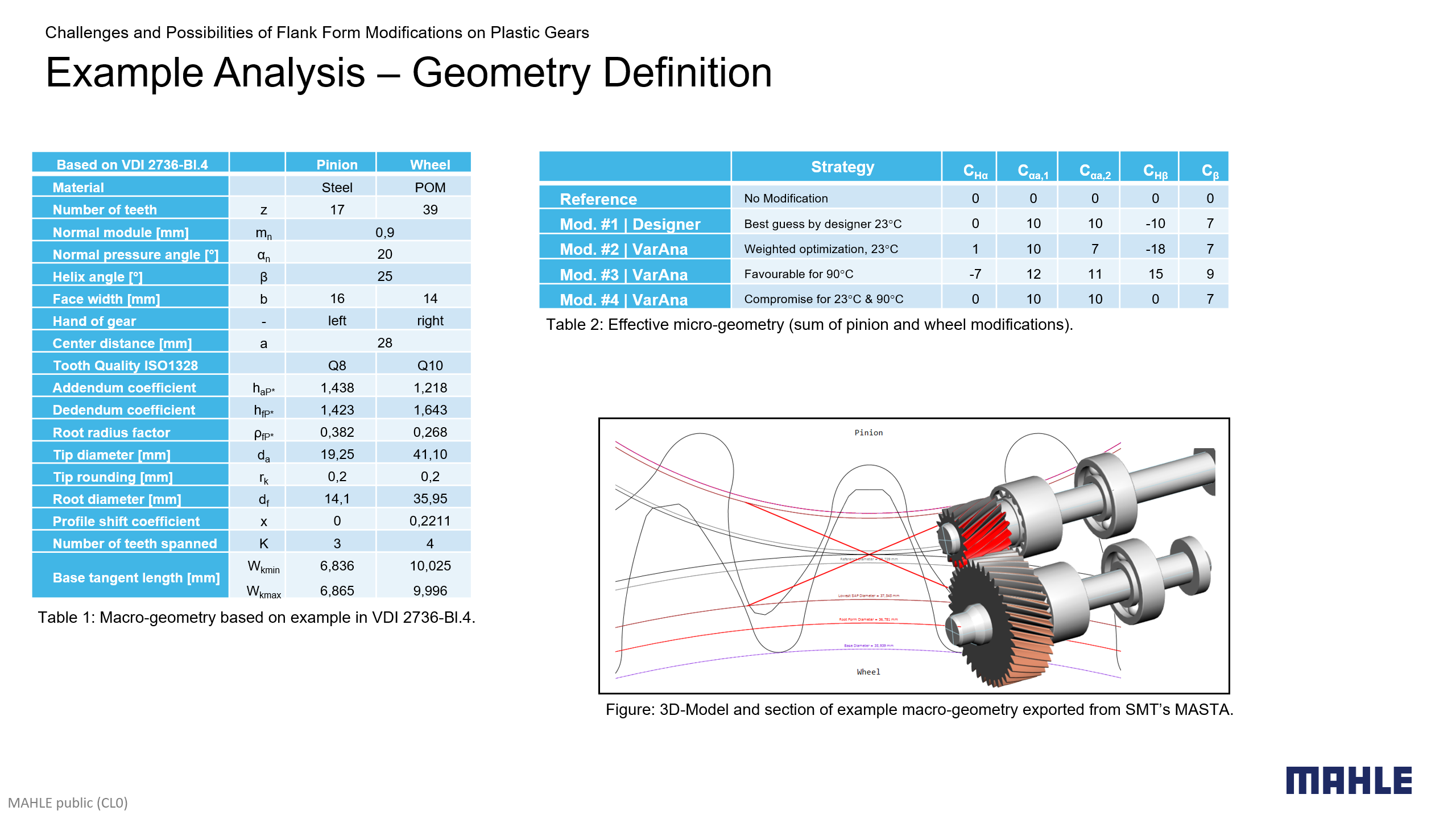
Eine Beispielverzahnung auf Basis der VDI-Prüfverzahnung wurde in SMT's MASTA modelliert. Es wurde eine Makrogeometrie für eine Schrägverzahnung mit ähnlichem Flankenprofil abgeleitet und eine Korrektur der Zahndicke wurde vorgenommen, um der Stahl-Kunststoff-Paarung Rechnung zu tragen (siehe Tab. 1). Es wurden verschiedene Mikrogeometrievarianten untersucht (zusammengefasst in Tab. 2). Für das Stahlritzel wird ein spanender Fertigungsprozess vorausgesetzt, der die Herstellung einer Breitenballigkeit erlaubt. Als Material für das Gegenrad wurde POM gewählt, da es relativ empfindlich auf Umwelteinflüsse reagiert und eine deutliche Temperaturabhängigkeit der Steifigkeit und eine hohe Wärmeausdehnung aufweist.
Die statischen Peak-to-Peak-Drehfehler für das modellierte Zahnradpaar wurden aus der Zahnkontaktanalyse (LTCA) von MASTA unter Berücksichtigung des vorzeitigen Eingriffs (gemäß [5]) ermittelt. Die LTCA basiert auf der Annahme linearer Elastizität und der Gültigkeit des Hertzschen Kontaktmodells. Die Werte für die Elastizitätsmoduli und die Poissonzahlen müssen für jeden Lastfall und jede Temperatur auf der Grundlage der zu erwartenden Dehnungen spezifiziert werden.
Beispielverzahnung
- Beispielverzahnung modelliert in SMT's MASTA Software.
- Basierend auf den in VDI 2736 Blatt 4 beschriebenen Testzahnrädern.
- Es wurde eine Makrogeometrie für eine Schrägverzahnung mit ähnlichem Flankenprofil abgeleitet und eine Korrektur der Zahndicke vorgenommen, um der Stahl-Kunststoff-Paarung Rechnung zu tragen.
- Den verschiedenen Verzahnungskorrekturen liegen unterschiedliche Optimierungsziele zugrunde.
Last- und Temperatureinflüsse
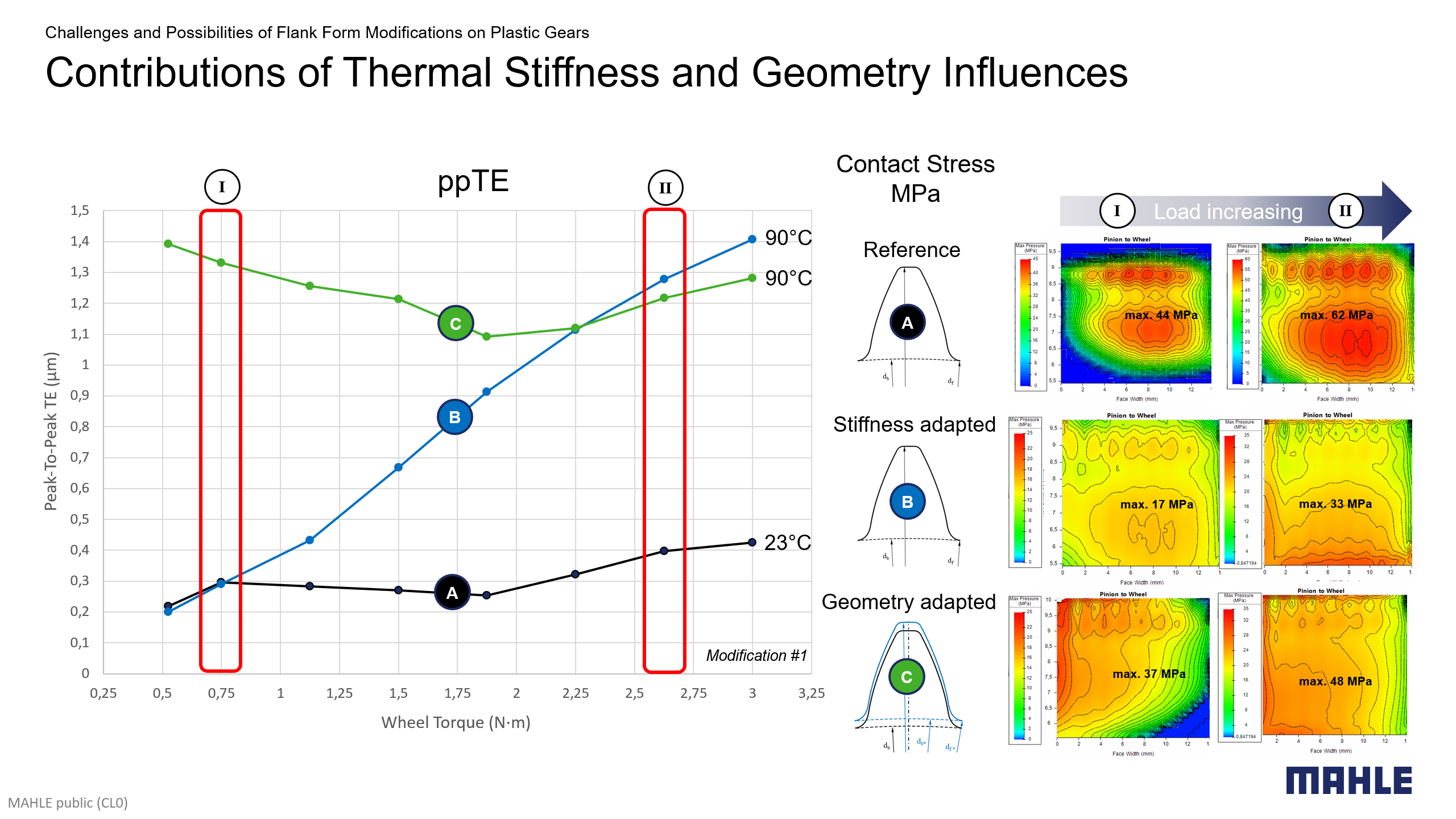
- Die Temperatur beeinflusst sowohl die Steifigkeit als auch die Geometrie.
- Es ist interessant, die individuellen Beiträge beider thermischer Effekte auf die Lastabhängigkeit des Drehfehlers zu analysieren,
- Bei kleinen Lasten dominiert die thermisch bedingte Formänderung.
- Mit steigender Last gewinnt der thermisch bedingte Steifigkeitsverlust relativ an Bedeutung.
Vergleich verschiedener Verzahnungskorrekturen
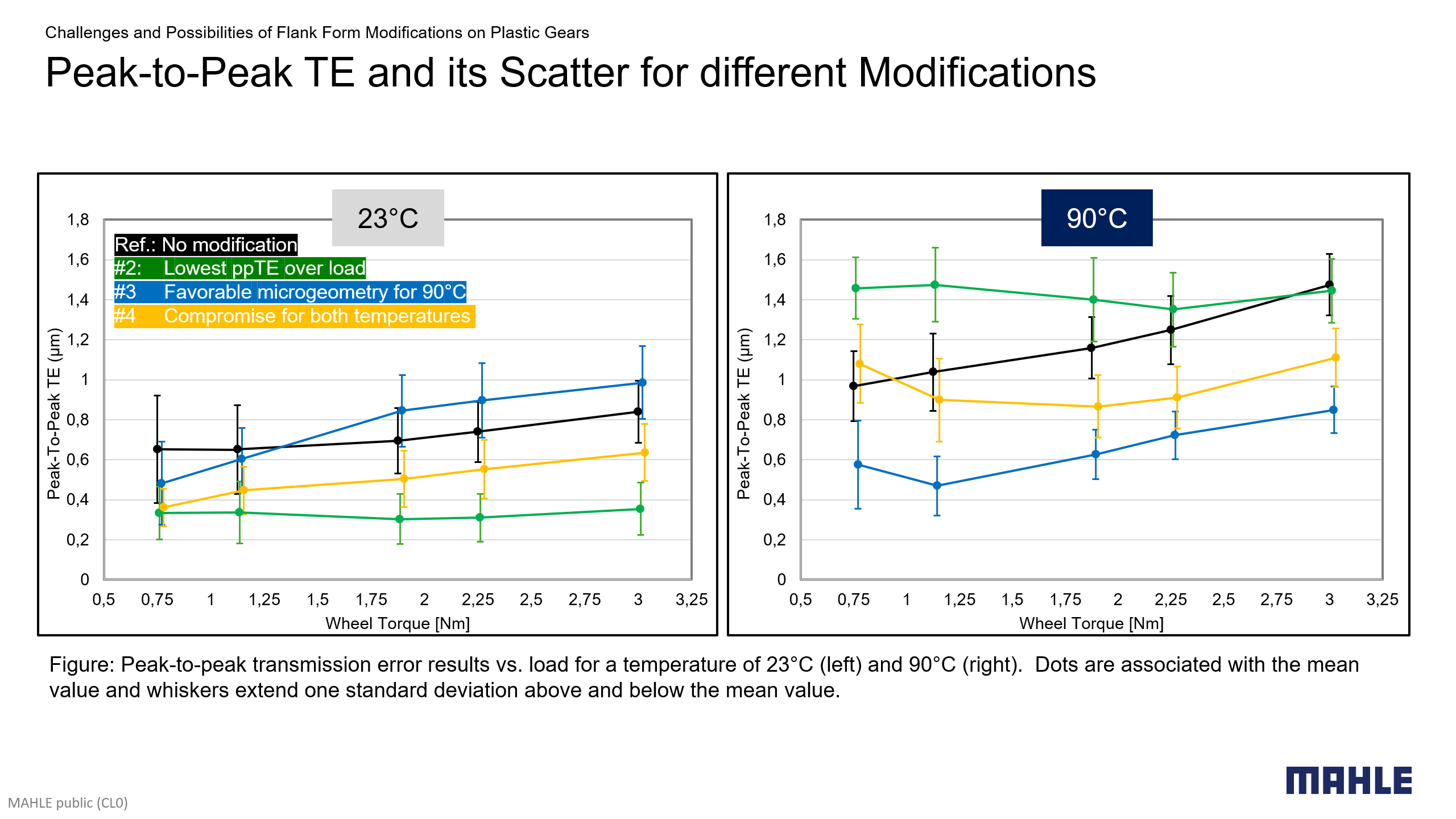
- Ergebnisse für den Peak-to-Peak-Drehfehler über der Last für 23°C und 90°C.
- Die Diagramme enthalten Mittelwerte und Streuungen, die aus der Monte-Carlo-Simulation gewonnen wurden.
- Die Punkte geben den Mittelwert an, und die Balken erstrecken sich über eine Standardabweichung oberhalb und unterhalb des Mittelwerts.
Last- und Temperatureinflüsse
Ein Temperaturanstieg von 23°C auf 90°C führt zu einer Profilwinkeländerung, die einer linearen Profilwinkelabweichung von etwa 32μm am POM-Rad entspricht, während das Stahlritzel nur etwa 3μm Abweichung aufweist, was das Verhältnis der Wärmeausdehnungskoeffizienten widerspiegelt. Die thermisch induzierte Änderung des Schrägungswinkels am Teilkreisdurchmesser entspricht einer linearen Schrägungswinkelabweichung von -44μm am POM-Rad gegenüber -6μm am Stahlritzel. Dies führt zu einer Verschiebung das Tragbilds, was eine Flankenkorrektur erforderlich macht. Die durch diesen Temperaturanstieg verursachten geometrischen Änderungen liegen im Bereich der ISO 1328-Qualität 11.
Unter Verwendung der erweiterten Zahnkontaktanalyse (LTCA) in MASTA [5] wurden die Peak-to-Peak-Drehfehler (ppTE) für verschiedene Kombinationen von Drehmomenten und Temperaturen ermittelt. Zunächst wurden thermische Ausdehnungseffekte ausgeschlossen (in Abb. Kurve A, schwarz & Kurve B, blau). Bei Raumtemperatur (23°C) steigen die ppTE-Werte mit Lastzunahme ca. um den Faktor 2. Bei einer Temperatur von 90°C ist der entsprechende Anstieg des ppTE aufgrund des temperaturbedingt verringerten Sekantenmoduls deutlich größer (ca. Faktor 7). Bei zusätzlicher Berücksichtigung der homogenen, isotropen thermischen Ausdehnung (Kurve C, grün) zeigt sich ein großer Einfluss auf die ppTE-Werte insbesondere bei niedrigen Lasten, bei denen die lastbedingten Verformungen von der thermischen Ausdehnung dominiert werden. Interessanterweise führt diese Erhöhung des ppTE bei niedrigen Lasten insgesamt zu einer Abflachung der ppTE-Drehmoment-Kurve und zu einer Verringerung des Verhältnisses von maximalem zu minimalem ppTE. Bei hohen Lasten konvergieren die Kurven C und B, da der relative Einfluss der lastbedingten Verformung zumimmt.
Vergleich verschiedener Verzahnungskorrekturen
Verschiedene Mikrogeometrien (zusammengefasst in Tab. 2) wurden jeweils für 23°C und 90°C untersucht. Modifikation #2 ist eine Mikrokorrektur die durch drehmomentgewichtete Optimierung (minimaler RMS-ppTE über alle Drehmomente) bei 23°C unter Verwendung von MimEar-VarAna ermittelt wurde und als geeigneter Kompromiss für den betrachteten Lastbereich angesehen wird. Modifikation #3 ist das Ergebnis des gleichen Prozesses, jedoch angewendet für 90°C. Folglich weisen die Modifikationen #2 und #3 über den gesamten Lastbereich bei ihren jeweiligen Temperaturen die geringsten Drehfehler auf. Allerdings schneiden solche, auf nur eine Temperatur optimierte, Verzahnungskorrekturen bei abweichenden Temperaturen deutlich schlechter ab. Modifikation #4 stellt einen günstigeren Kompromiss dar und erzielt für beide Temperaturen zufriedenstellende ppTE-Werte. Interessanterweise schneidet die unkorrigierte Verzahnung „Ref.“ durchweg besser ab als die für jeweils eine bestimmte Temperatur optimierten Modifikationen #2 und #3 bei der jeweils anderen Temperatur. Dies unterstreicht die Notwendigkeit Temperaturänderungen bei der Optimierung von Verzahnungskorrekturen zu berücksichtigen.
Robustheit
Um die Robustheit einer Verzahnungsgeometrie gegenüber Fertigungsabweichungen zu bewerten, können statistische Methoden angewendet werden. Die Streuung der ppTE-Werte, die durch die Balken in den Ergebnisdiagrammen dargestellt werden, wurde aus einer Monte-Carlo-Simulation gewonnen. Profil- und Schrägungswinkelabweichungen wurden im "Parametric Study"-Modul von MASTA als normalverteilte Zufallsvariablen modelliert. Die Mittelwerte wurden entsprechend einer Qualität von 10 nach ISO 1328-2013 für das Kunststoffzahnrad und einer Qualität von 8 für das Stahlritzel eingegeben. Die Standardabweichung wurde aus (max - min)/6 geschätzt. Zusätzlich wurden normalverteilte Abweichungen der Breitenballigkeit und der Kopfrücknahme mit Maximalwerten von 3μm (Ritzel)/10μm (Rad) bzw. 5μm (Ritzel)/10μm (Rad) modelliert. Die Streubänder des Drehfehlers zeigen, dass unkorrigierte Zahnräder oder Mikrogeometrien, die ausschließlich für einen engen Betriebsbereich optimiert wurden (wie z.B. die temperaturspezifischen Modifikationen #2 und #3) bei geringeren Belastungen tendenziell eine höhere Empfindlichkeit aufweisen. Im Allgemeinen nimmt die Streuung bei höheren Belastungen ab, da lastbedingte Verformungen zunehmend die geometrischen Formabweichungen dominieren.
Allgemeine Empfehlungen
Im Vergleich zu Stahlzahnrädern erfordert die Auslegung der Korrektur von Kunststoffzahnrädern eine umfassendere Berücksichtigung möglicher Einflussfaktoren, insbesondere der temperaturbedingten Form- und Steifigkeitsänderungen. Auslegungen mit Breitenballigkeit führen in der Regel zu einer geringeren Streuung des Drehfehlers, allerdings meist zum Preis eines insgesamt höheren Niveaus des Drehfehlers. Für eine bestimmte Temperatur optimierte Flankenkorrekturen können unter abweichenden Bedingungen zu inakzeptablen Ergebnissen führen. Insbesondere bei Schrägverzahnungen führen temperaturbedingte Änderungen des Schrägungswinkels zu ungünstigen Auswirkungen auf das Tragbild und den Drehfehler. Um insbesondere thermische Einflüsse zu minimieren, wird Folgendes empfohlen:
- Auswahl von Materialien mit ähnlicher Wärmeausdehnung für Ritzel und Rad.
- Robuste Auslegung unter Berücksichtigung thermischer Einflüsse.
- Kleinere Schrägungswinkel führen tendenziell zu robusteren Auslegungen.
Kurzfaserverstärkte Kunststoffe reduzieren die Wärmeausdehnung und Steifigkeitsschwankungen, führen jedoch zu größeren Formabweichungen. Diese Abweichungen innerhalb der vorgegebenen Toleranzen sollten bei der Auslegung generell unter Verwendung statistischer Methoden berücksichtigt werden.
Referenzen
| [1] Chemie Wirtschaftsförderungs-GmbH (Hrsg.): CAMPUS [online]. Frankfurt/Main: CWFG mbH, 2025, erhältlich im Internet unter www.campusplastics.com |
| [2] DuPont Engineering Polymers (Hrsg.): Delrin Acetal Resin Design Guide – Module III. Wilmington: DuPont Engineering Polymers, 2024 |
| [3] Frank, A.: Kunststoff-Kompendium. Würzburg: Vogel Buchverlag, 2000 |
| [4] Koop, M.; Melnikov, E.; Merz, V.: Design Investigations and Indications for Acoustical Optimized Gear Meshes Using Plastic Gears. VDI-Berichte 2294, 2017, VDI Verlag GmbH |
| [5] Langlois, P.: Tooth Contact Analysis - Off Line of Action Contact and Polymer Gears. GEAR-TECHNOLOGY September/October 2017 |
Benötigen Sie Unterstützung mit der Anwendung von Kunststoffzahnrädern in Ihren Produkten?
Kontaktieren Sie uns für eine kostenlose Erstberatung.